1.คุณสมบัติของ CFLH-40
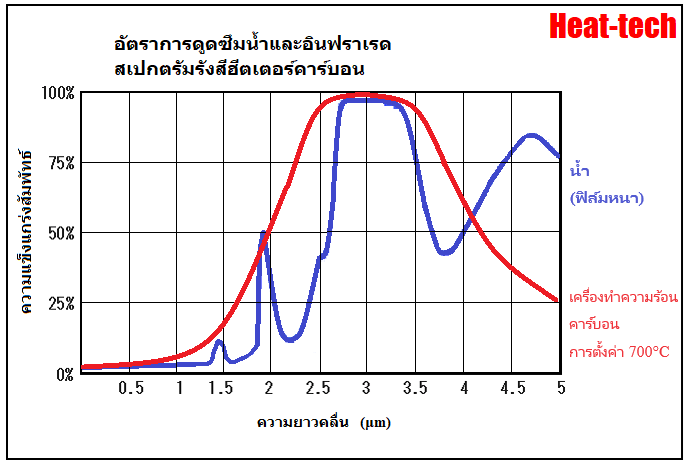
1.ปล่อยรังสีอินฟราเรดช่วงกลางใกล้กับความยาวคลื่นการดูดกลืนของน้ำ
เมื่อตั้งอุณหภูมิองค์ประกอบความร้อนไว้ที่ 700°C ความยาวคลื่นสูงสุดของพลังงานการแผ่รังสีจะอยู่ที่ประมาณ 3μm ทำให้เหมาะสำหรับการให้ความร้อนแก่หยดน้ำ สารละลายที่เป็นน้ำ และสารประกอบไฮเดรตอื่นๆ


2. เหมาะอย่างยิ่งสำหรับการทำความร้อนด้วยเรซิน
เนื่องจากเป็นองค์ประกอบความร้อนคาร์บอนที่ได้มาจากสารประกอบโพลีเมอร์ จึงทำให้ทำความร้อนเรซินได้ดี
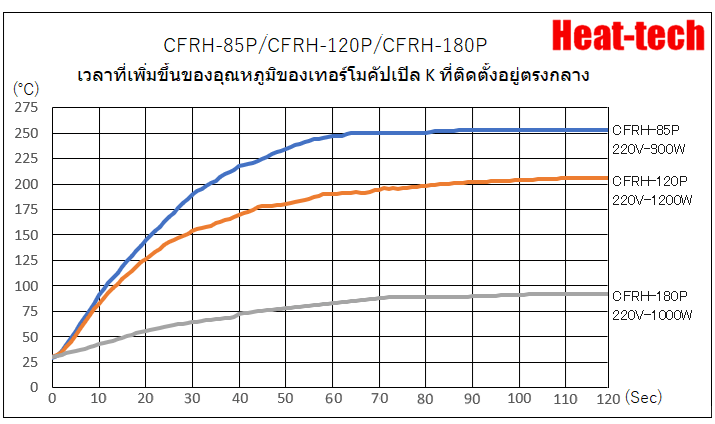
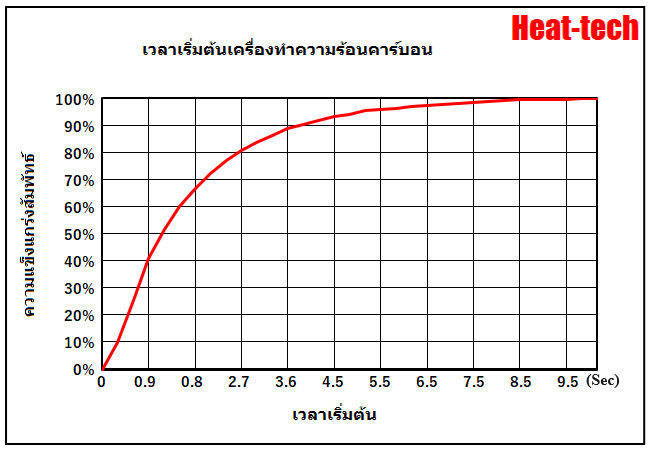
3. เวลาเริ่มต้นที่รวดเร็ว
เข้าถึง 80% ในเวลาเพียง 2.7 วินาที และ 100% ใน 8.5 วินาที
4. ทิศทางของแสงเป็นอิสระ
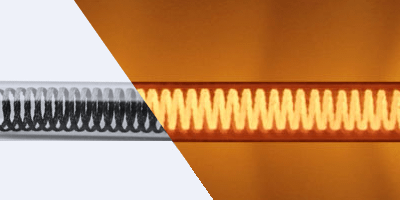
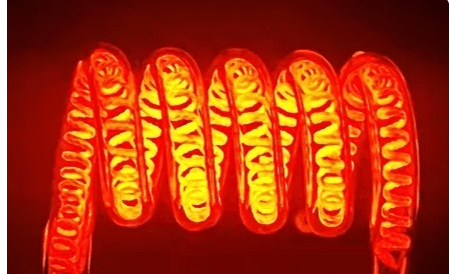
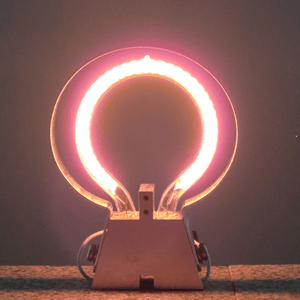
เนื่องจากองค์ประกอบความร้อนทำจากวัสดุที่ยืดหยุ่น จึงสามารถแปรรูปเป็นรูปทรงเส้นหรือวงแหวนได้
ตัวทำความร้อนมีน้ำหนักเบาและสามารถติดไฟได้ทุกทิศทาง แนวตั้ง แนวนอน หรือแนวทแยง
นอกจากนี้ยังมีความทนทานต่อแรงกระแทกได้ดีเยี่ยม
2.รูปถ่ายภายนอกของ CFLH-40


3.ความยาวโฟกัสและความกว้างโฟกัสของ CFLH-40




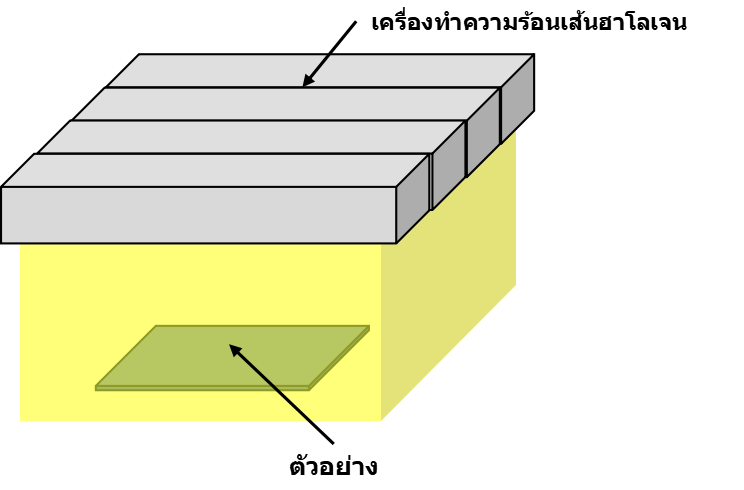
นี่คือภาพความร้อนของอิฐทนความร้อนที่ฉายรังสีที่ระยะ 45 มม.
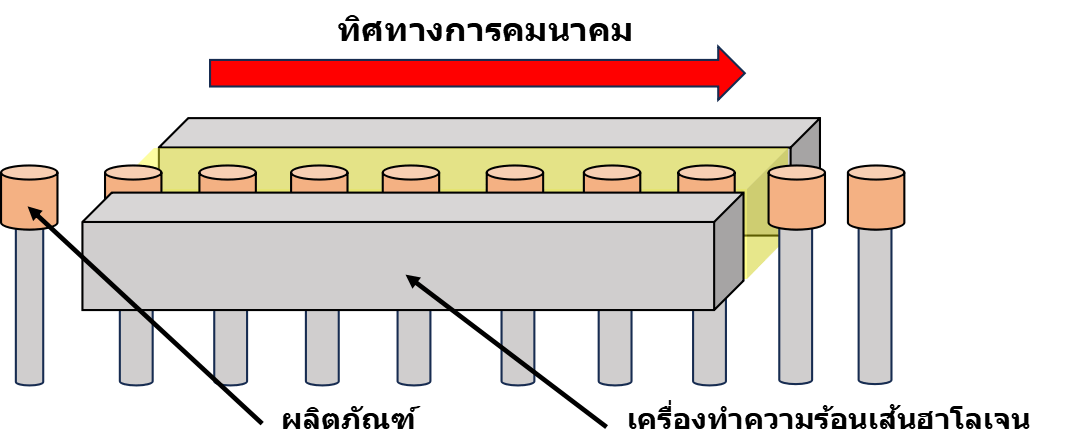
ในการแบ่งภาพความร้อนของเครื่องทำความร้อนเส้นฮาโลเจนรุ่น CFLH-40 (320 mm x 40 mm) เป็นส่วนๆ 10 ส่วน และหารอุณหภูมิสูงสุดของแต่ละส่วนที่แบ่งออกมาด้วยอุณหภูมิสูงสุดของทั้งหมด
โดยนำอุณหภูมิที่สูงที่สุดของแต่ละส่วนมาคำนวณและเป็นตัวเลขสำหรับการกระจายอุณหภูมิของอิฐทนความร้อน


ความร้อนที่ตกกระทบจะกระจายออกสู่ภายนอก อุณหภูมิจึงลดลงสู่ภายนอก
4.เวลาที่ใช้ในการเลี้ยวความร้อนของ CFLH-40


【โปรดทราบ】
ในการให้ความร้อนด้วยอินฟราเรด อุณหภูมิความร้อนจะเปลี่ยนแปลงขึ้นอยู่กับอัตราการดูดกลืนแสงอินฟราเรดของวัตถุ
ยิ่งให้ความร้อนนานเท่าไร อุณหภูมิก็จะยิ่งสูงขึ้นเท่านั้น
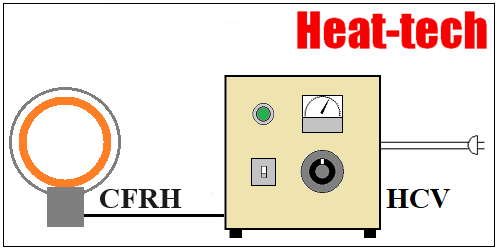
5.ควบคุมด้วยมือ → ซีรีส์ HCV


ภาพรวมของตัวควบคุมพลังงานแบบแมนนวลซีรีส์ HCV สำหรับฮีตเตอร์ฮาโลเจน
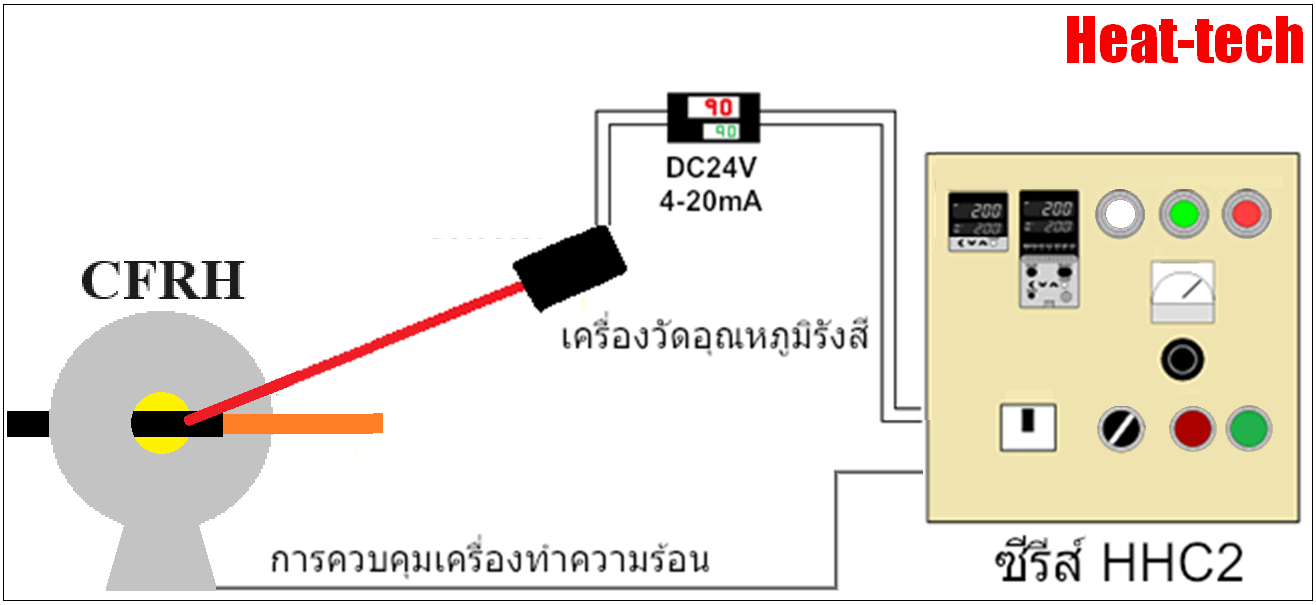
6.ควบคุมอุณหภูมิอัตโนมัติ → ซีรีส์ HHC2


ภาพรวมของชุดควบคุมฮีตเตอร์ประสิทธิภาพสูง HHC2
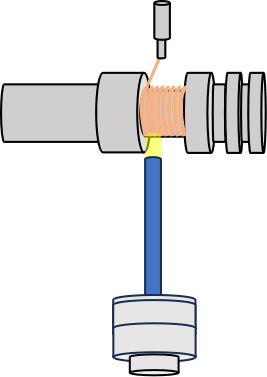
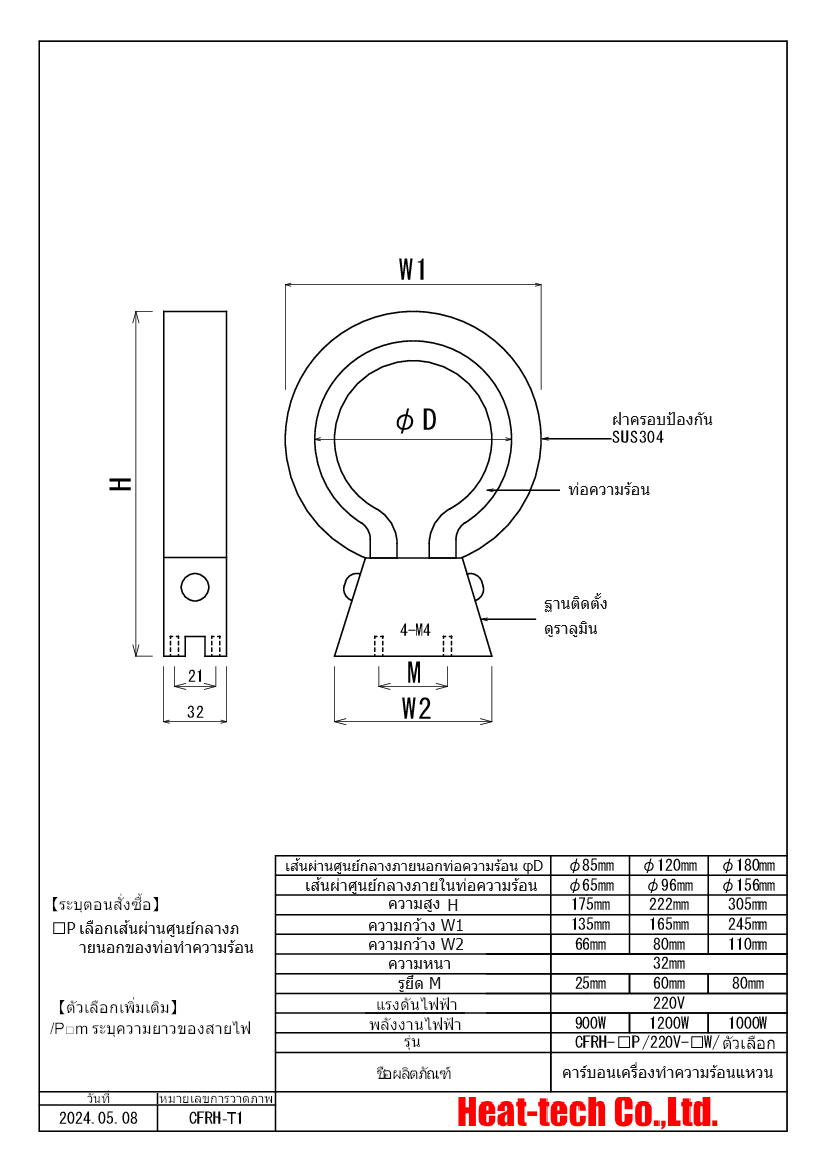
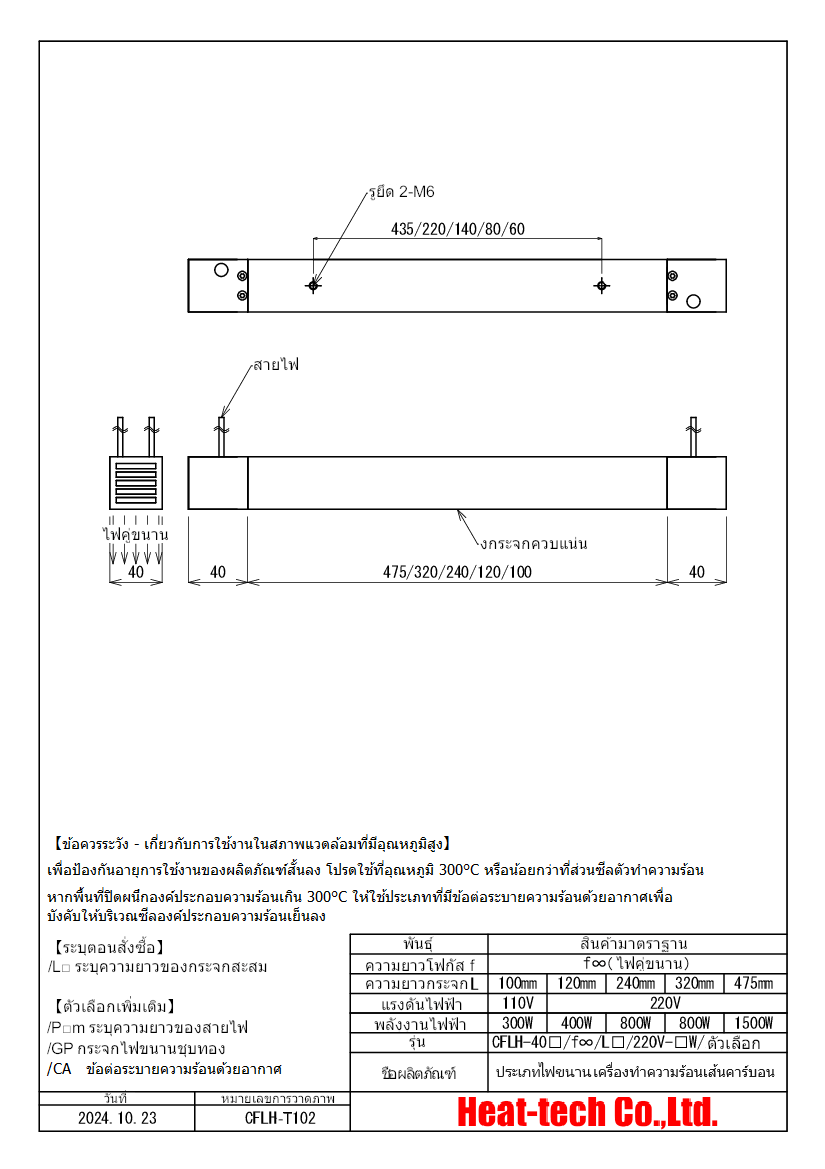
7.โครงสร้างของ CFLH-40


8.ภาพร่างภายนอกของ CFLH-40


●เครื่องทำความร้อนจุดฮาโลเจนสปอตผลิตภัณฑ์แคตตาล็อก


คลิกที่นี่เพื่อดาวน์โหลดแคตตาล็อก PDF