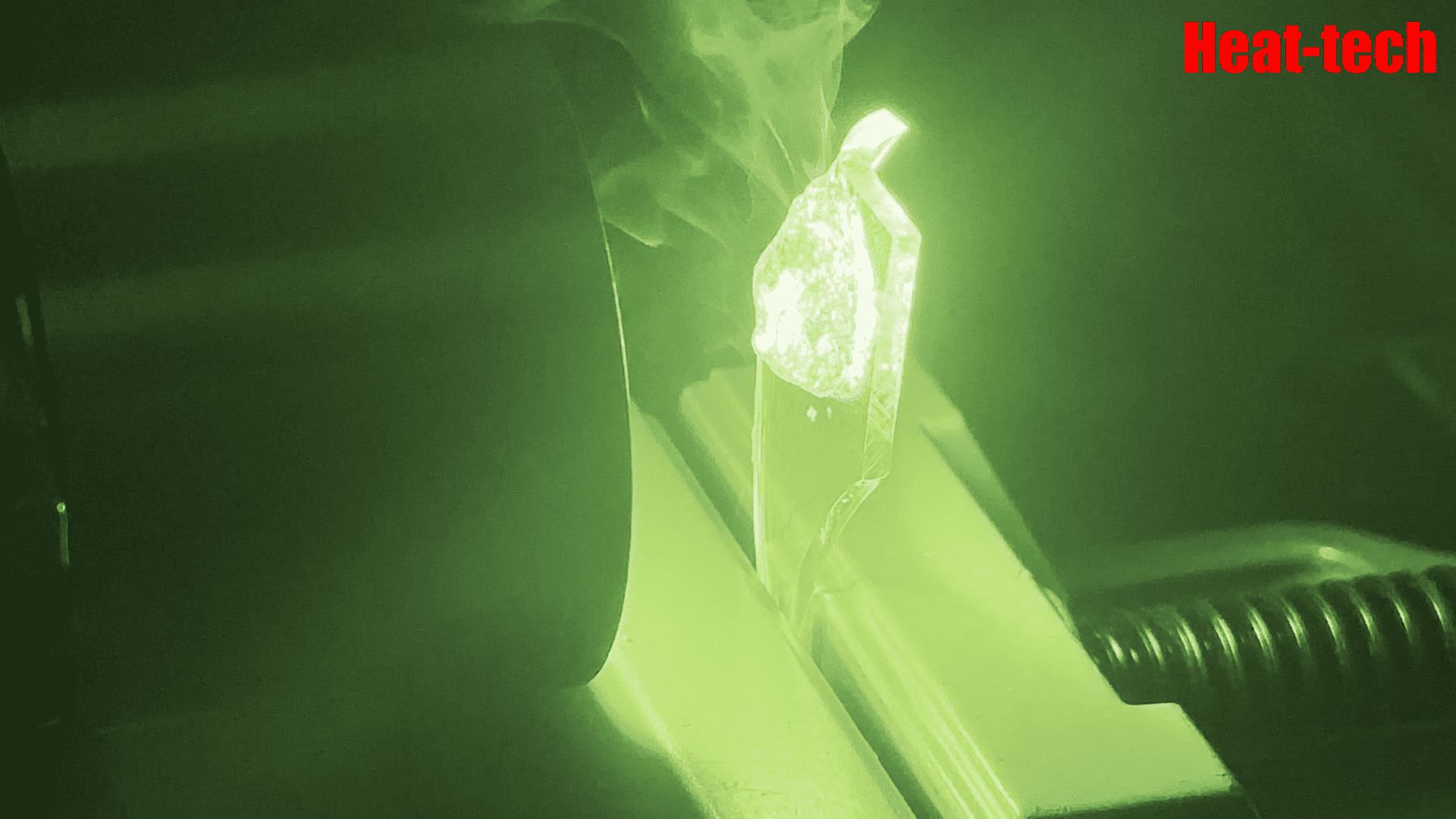
ใช้เครื่องทำความร้อนจุดฮาโลเจนเพื่อฉายรังสีอินฟราเรดเฉพาะจุดไปยังแผ่นโพลีคาร์บอเนต (PC) และสังเกตกระบวนการสลายตัวด้วยความร้อน เมื่อการให้ความร้อนดำเนินไป โพลีคาร์บอเนตจะอ่อนตัวลงและเกิดก๊าซขึ้น
โปรดตรวจสอบหน้าด้านล่างสำหรับรายละเอียดสินค้า




ใช้เครื่องทำความร้อนจุดฮาโลเจนเพื่อฉายรังสีอินฟราเรดเฉพาะจุดไปยังแผ่นโพลีคาร์บอเนต (PC) และสังเกตกระบวนการสลายตัวด้วยความร้อน เมื่อการให้ความร้อนดำเนินไป โพลีคาร์บอเนตจะอ่อนตัวลงและเกิดก๊าซขึ้น
โปรดตรวจสอบหน้าด้านล่างสำหรับรายละเอียดสินค้า

เมื่อฉายรังสีอินฟราเรดเฉพาะจุดไปยังแผ่นอะคริลิกด้วยเครื่องทำความร้อนจุดฮาโลเจน กระบวนการสลายตัวด้วยความร้อนจะดำเนินไปและก๊าซจะถูกปล่อยออกมา เมื่ออุณหภูมิสูงขึ้น ควันสีขาวจะปรากฏและการสลายตัวจะเร็วขึ้น
โปรดตรวจสอบหน้าด้านล่างสำหรับรายละเอียดสินค้า

นี่คือการสาธิตการทำให้หยดน้ำบนแผ่นกัวซาแห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。


นี่คือการสาธิตการทำให้หยดน้ำบนกระดาษเคลือบผิวด้านแห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。

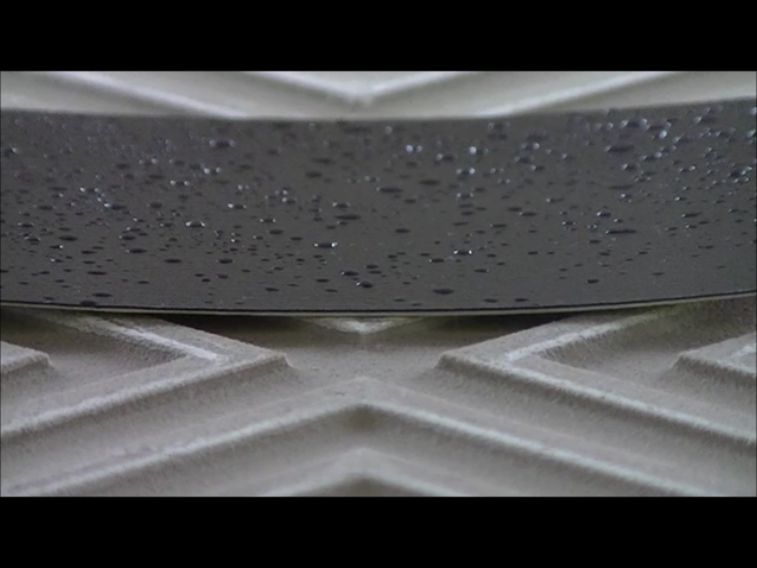
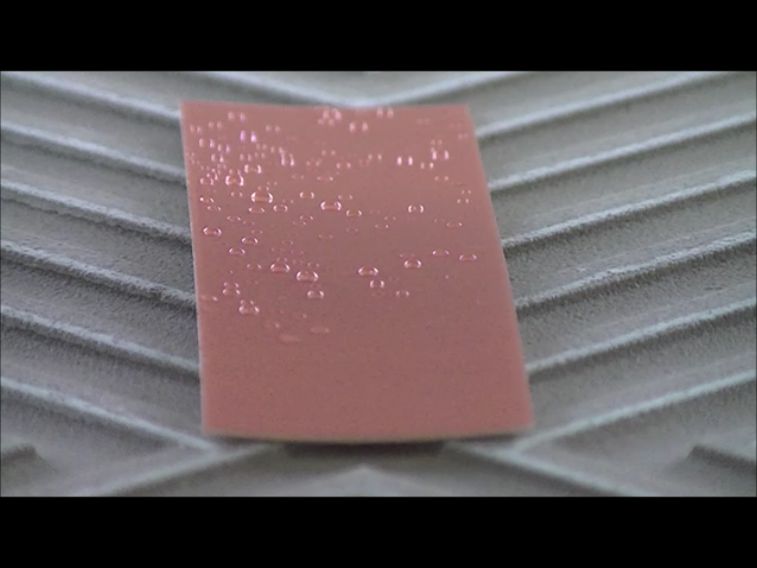
นี่คือการสาธิตการทำให้หยดน้ำบนแผ่นแม่เหล็กแห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。

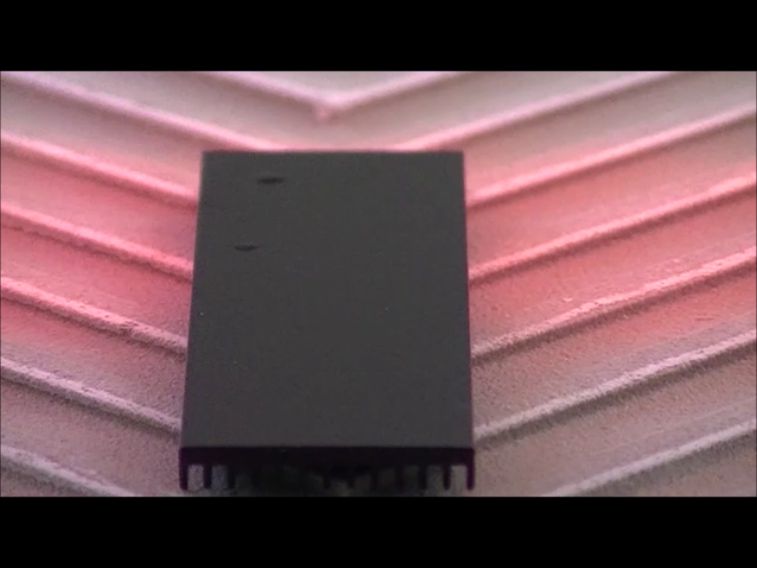
นี่คือการสาธิตการทำให้หยดน้ำแห้งบนฮีตซิงก์อะลูมิเนียมชุบดำโดยใช้เครื่องทำความร้อนเส้นคาร์บอน

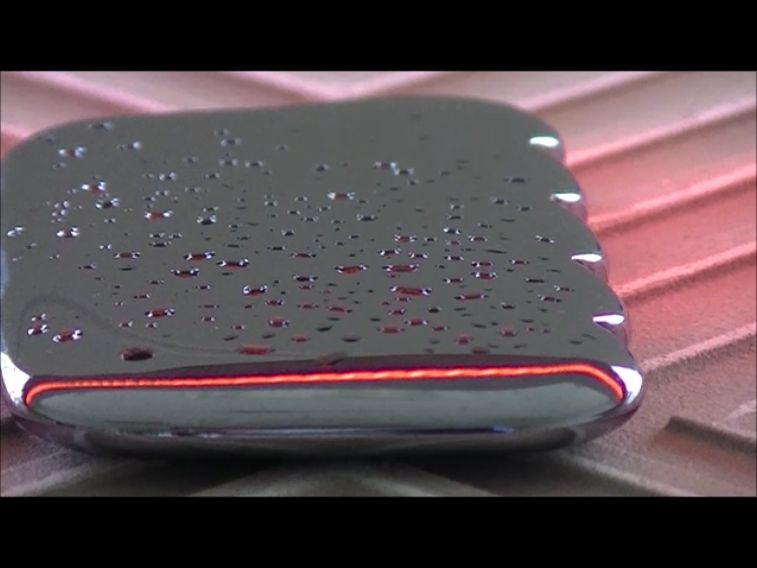
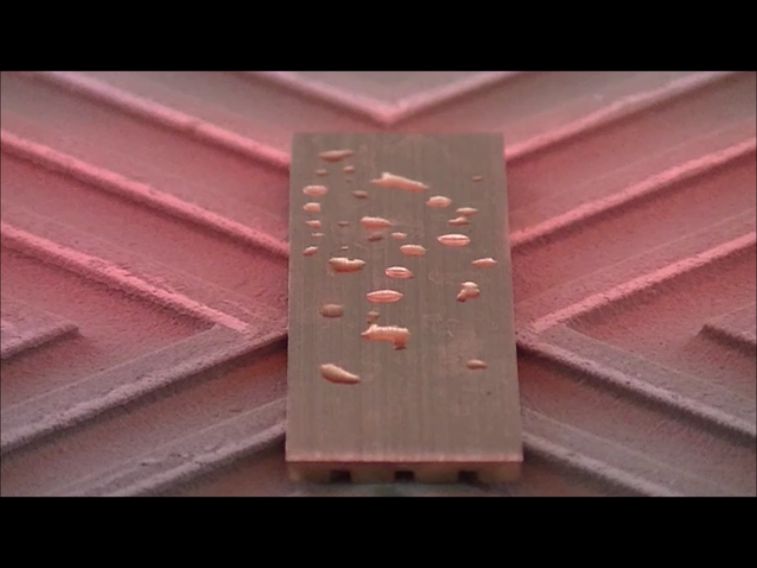
นี่คือการสาธิตการทำให้หยดน้ำบนฮีตซิงก์ทองแดงบริสุทธิ์แห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。

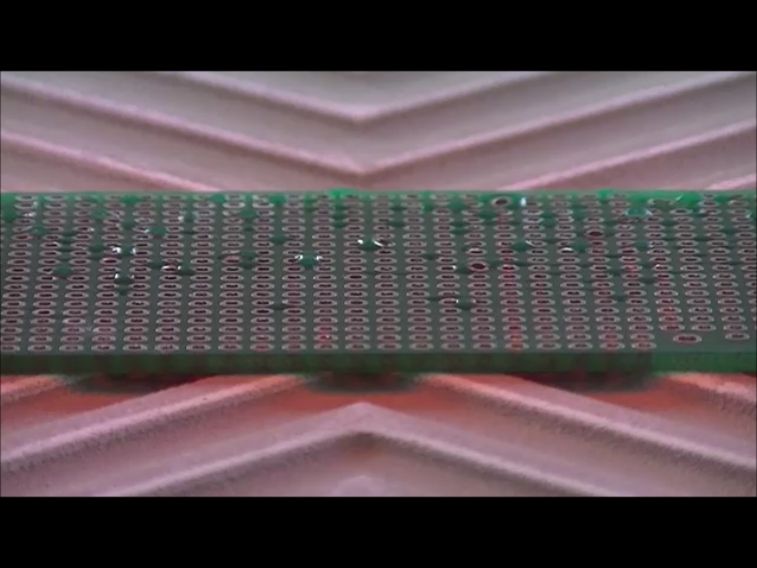
นี่คือการสาธิตการทำให้หยดน้ำบนแผ่นวงจรเปล่าแห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。

นี่คือการสาธิตการทำให้หยดน้ำบน iglidur® แห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。

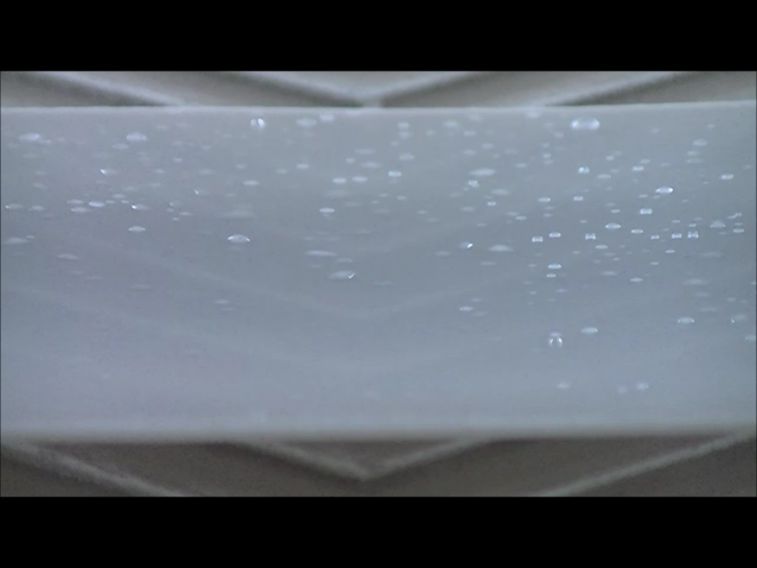
นี่คือการสาธิตการทำให้หยดน้ำ PTFE แห้งโดยใช้เครื่องทำความร้อนเส้นคาร์บอน。