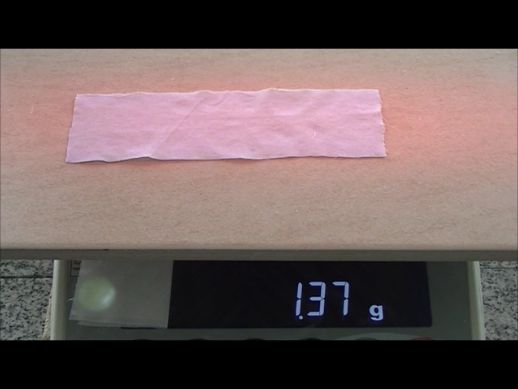
นี่คือการสาธิตการอบผ้าเดนิมด้วยเครื่องทำความร้อนแบบคาร์บอน




นี่คือการสาธิตการอบผ้าเดนิมด้วยเครื่องทำความร้อนแบบคาร์บอน

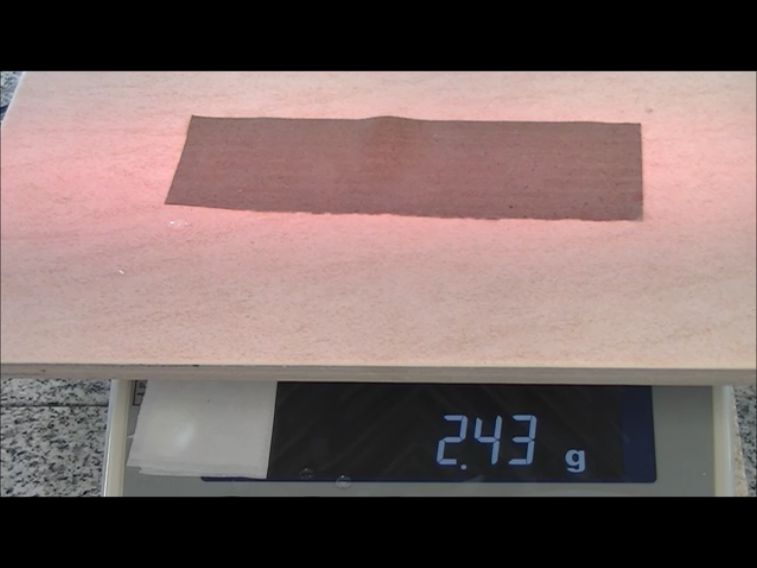
นี่คือการสาธิตการอบแห้งตัวกรองผ้าไม่ทอโดยใช้เครื่องทำความร้อนแบบคาร์บอน

นี่คือการสาธิตการอบผ้าลูกไม้ด้วยเครื่องทำความร้อนแบบคาร์บอน

นี่คือการสาธิตการอบผ้าแผ่นให้แห้งโดยใช้เครื่องทำความร้อนแบบคาร์บอน

นี่คือการสาธิตการอบผ้าบรอดคลอธอ็อกซ์ฟอร์ดด้วยเครื่องทำความร้อนแบบคาร์บอน

นี่คือการสาธิตการอบแห้งตัวกรองกาแฟโดยใช้เครื่องทำความร้อนแบบคาร์บอน

นี่คือการสาธิตการอบแห้งกระดาษรองกระดาษแข็งโดยใช้เครื่องทำความร้อนแบบคาร์บอน

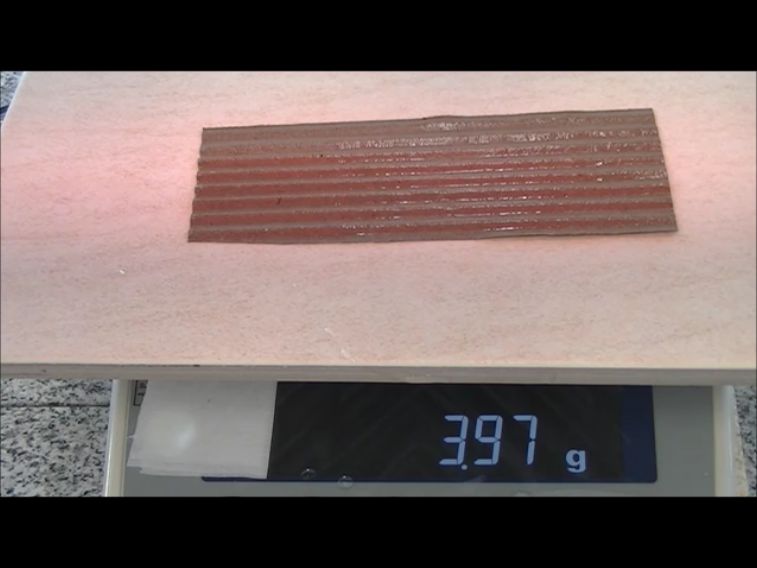
นี่คือการสาธิตการอบแห้งกระดาษลูกฟูกโดยใช้เครื่องทำความร้อนแบบคาร์บอน

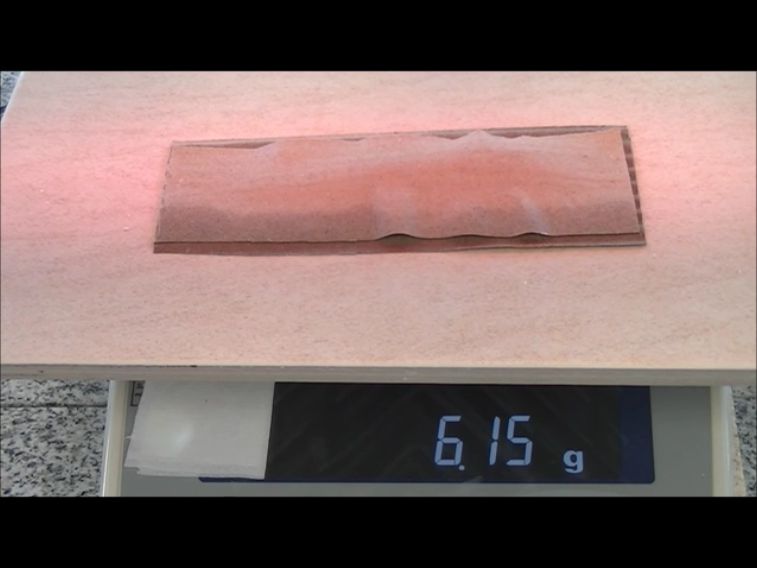
นี่คือการสาธิตการอบแห้งแผ่นใยลูกฟูกโดยใช้เครื่องทำความร้อนแบบคาร์บอน

ใช้เครื่องทำความร้อนจุดฮาโลเจนเพื่อฉายรังสีอินฟราเรดเฉพาะจุดไปยังวัสดุยาง และสังเกตการเปลี่ยนแปลงทางความร้อน เมื่อการให้ความร้อนดำเนินไป ยางจะอ่อนตัว ขยายตัว และเปลี่ยนรูปพร้อมกับปล่อยควันสีขาว นอกจากนี้ ยังเกิดรอยแตกขึ้นในบริเวณที่ถูกให้ความร้อนเฉพาะจุด
โปรดตรวจสอบหน้าด้านล่างสำหรับรายละเอียดสินค้า