บัดกรีแข็ง (BRAZING)ด้วยเครื่องทำความร้อนเส้นฮาโลเจน
เช่นเดียวกับฮีตเตอร์อากาศร้อนแบบลมร้อนข้อมูลเกี่ยวกับการให้ความร้อนแบบประสานกับเครื่องทำความร้อนเส้นฮาโลเจนนั้นไม่ธรรมดา ดังนั้นนี่คือการทดลองเพื่อดูว่าจะบัดกรีแข็งได้มากน้อยเพียงใด
ภาพรวมของเครื่องทำความร้อนเส้นฮาโลเจน
เครื่องทำความร้อนเส้นฮาโลเจนคือเครื่องทำความร้อนที่ใช้กระแสไฟฟ้าจากหลอดฮาโลเจนเป็นรังสีอินฟราเรด โฟกัสรังสีอินฟราเรดไปที่จุดหรือวงกลมโดยใช้กระจกควบแน่น และทำให้บริเวณนั้นร้อนขึ้นที่อุณหภูมิสูง
◎เนื่องจากให้ความร้อนโดยตรงโดยไม่ต้องใช้ตัวกลางความร้อน จึงสามารถนำไปประสานและให้ความร้อนกับตัวอย่างผ่านแก้วหรือในสุญญากาศได้
◎ทำความร้อนที่อุณหภูมิสูงจากอุณหภูมิห้องได้ถึง 1350 องศาเซลเซียสได้อย่างหมดจด
◎ ลุกขึ้นได้ในเวลาประมาณ 3 วินาที ช่วยประหยัดเวลาเดินเบาและประหยัด
◎สามารถเปลี่ยนแรงดันไฟฟ้าได้ตลอดเวลา ทำให้เหมาะสำหรับการควบคุม PID
△ปริมาณการดูดซับความร้อนจะเปลี่ยนแปลงไปตามอัตราการดูดกลืนแสงอินฟราเรด สี และสภาพพื้นผิวของวัตถุที่จะให้ความร้อน
ขั้นตอนของบัดกรีแข็งด้วยเครื่องทำความร้อนเส้นฮาโลเจน
| การตรวจสอบการยอมรับ | |
|---|---|
| การประมวลผลล่วงหน้า | ขจัดคราบต่างๆ เช่น การเคลือบอะลูมิเนียมอโนไดซ์ สนิม และน้ำมัน |
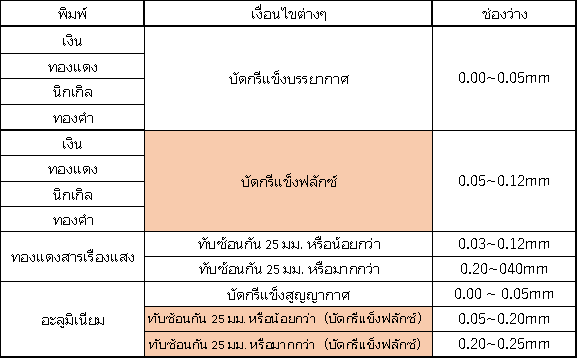
| การประยุกต์ใช้ฟลักซ์ | ใช้ฟลักซ์กับวัสดุฐาน ไม่จำเป็นเมื่อใช้ประสานฟอสเฟอร์-ทองแดงสำหรับการประสานระหว่างทองแดงกับทองแดง |
| การประกอบชิ้นส่วน | รวมสองส่วนขึ้นไปเข้าด้วยกัน ใส่ใจกับการกวาดล้างร่วมกัน |
| อุปทานของลวดเชื่อม | วางลวดเชื่อมบนฟลักซ์ |
| การควบคุมอุณหภูมิ | ตั้งอุณหภูมิเป้าหมาย |
| เริ่มทำความร้อน | ติดตั้งฮีตเตอร์อากาศร้อนเพื่อเพิ่มอุณหภูมิบริเวณข้อต่อทั้งหมด |
| การทำให้เป็นของเหลวอีกครั้งของฟลักซ์ | ลวดเชื่อมเริ่มละลายที่อุณหภูมิซึ่งปริมาณน้ำของฟลักซ์จะแปรสภาพเป็นของเหลวอีกครั้งหลังจากการระเหย |
| การละลายของลวดเชื่อม | ลวดเชื่อมเริ่มละลาย กระจาย และพันธะ |
| ระบายความร้อน | ชิ้นงานอาจอ่อนตัวลงได้ด้วยความร้อน ดังนั้นต้องแน่ใจว่าได้ทำให้เย็นลง |
| a | มันอาจจะระบายความร้อนไม่เพียงพอ ดังนั้น ระวังอย่าให้ถูกไฟไหม้เมื่อถอดออก |
| หลังการประมวลผล | ขจัดคราบฟลักซ์ |
บัดกรีแข็ง (BRAZING)ของอลูมิเนียมด้วยเครื่องทำความร้อนเส้นฮาโลเจน
ข้อควรระวังในการบัดกรีแข็งอะลูมิเนียมกับเครื่องทำความร้อนเส้นฮาโลเจนนั้นเกือบจะเหมือนกับวิธีการให้ความร้อนแบบอื่นๆ
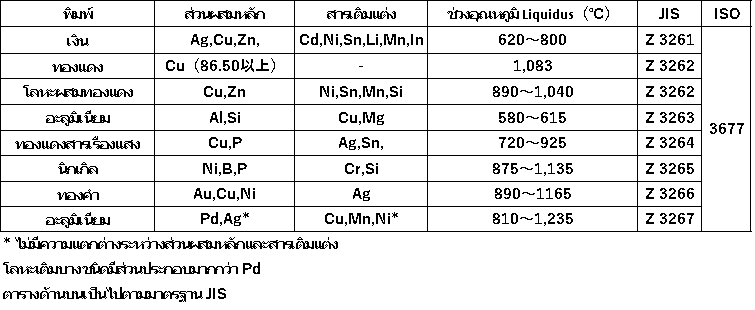
จุดหลอมเหลวของอะลูมิเนียมอยู่ที่ 660 องศาเซลเซียส ซึ่งค่อนข้างต่ำในหมู่โลหะ และเมื่อถูกความร้อน จะเกินอุณหภูมิหลอมเหลวของการบัดกรีแข็งและถึงจุดหลอมเหลวของวัสดุฐาน(อะลูมิเนียม)
อุณหภูมิหลอมเหลวของลวดเชื่อมอลูมิเนียมอยู่ที่ 580 องศาเซลเซียส ดังนั้นความแตกต่างจึงอยู่ที่ 80 องศาเซลเซียสเท่านั้น นอกจากนี้ เนื่องจากเป็นโลหะที่ออกซิไดซ์ได้ง่าย การควบคุมอุณหภูมิที่อุณหภูมิที่เหมาะสมจึงเป็นสิ่งสำคัญ
เครื่องทำความร้อนเส้นฮาโลเจนสามารถควบคุมอุณหภูมิได้อย่างต่อเนื่องโดยใช้เทอร์โมมิเตอร์แบบแผ่รังสีและเทอร์โมคัปเปิล
โดยการตั้งค่าอุณหภูมิไม่ให้ร้อนเกินไป จะป้องกันไม่ให้อุณหภูมิสูงขึ้นจนถึงจุดหลอมเหลวของวัสดุฐานอะลูมิเนียม
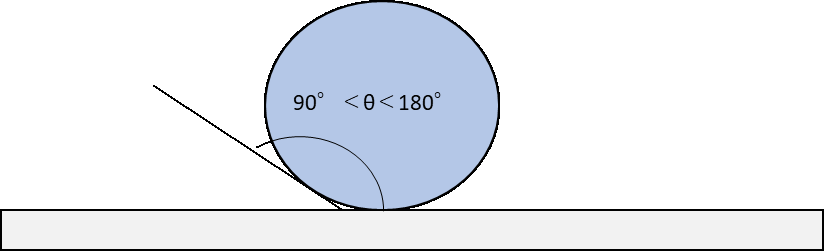
นอกจากนี้ เนื่องจากฟิล์มออกไซด์ที่แข็งแรงก่อตัวขึ้นบนพื้นผิวของอะลูมิเนียมและโลหะผสมอะลูมิเนียมแม้ว่าจะใช้ฟลักซ์ตามที่เป็นอยู่แต่ก็อาจไม่สามารถเอาออกได้และอาจล้มเหลวได้
ดังนั้นจึงจำเป็นต้องเอาฟิล์มออกไซด์บนพื้นผิวและสิ่งสกปรกออกก่อนที่จะบัดกรีแข็ง (BRAZING)
ฟลักซ์ที่ใช้ในการบัดกรีแข็งอะลูมิเนียมนั้นมีฤทธิ์กัดกร่อนสูง และจะต้องกำจัดออกหลังจากการบัดกรีแข็ง (BRAZING)
การรักษานี้มีความสำคัญอย่างยิ่ง เนื่องจากการกำจัดฟลักซ์ตกค้างที่ไม่สมบูรณ์อาจทำให้เกิดการกัดกร่อนและการแตกหักของข้อต่อได้
นอกจากนี้ อาจใช้การบำบัดป้องกันการกัดกร่อนเพื่อเพิ่มความต้านทานการกัดกร่อนของส่วนที่เชื่อมประสาน
ค่าสัมประสิทธิ์การขยายตัวทางความร้อนของอะลูมิเนียมมีค่าประมาณสองเท่าของเหล็กกล้า และค่าการนำความร้อนมีค่าประมาณห้าเท่าของเหล็กกล้า เป็นวัสดุที่ร้อนได้ยากเนื่องจากต้องให้ความสนใจกับการบิดเบือนความร้อนเนื่องจากความร้อน
บัดกรีแข็งอลูมิเนียม

บัดกรีแข็ง (BRAZING)ของทองแดงมด้วยเครื่องทำความร้อนเส้นฮาโลเจน
ข้อควรระวังในการบัดกรีแข็งทองแดงด้เครื่องทำความร้อนเส้นฮาโลเจนอการควบคุมอุณหภูมิเช่นเดียวกับโลหะอื่นๆ
เช่นเดียวกับหลังจากการประสานอะลูมิเนียม มันอาจอ่อนตัวลงหลังจากการให้ความร้อน ดังนั้นกระบวนการทำความเย็นจึงมีความสำคัญ
นอกจากนี้ ไม่จำเป็นต้องใช้ฟลักซ์เมื่อใช้ทองแดงฟอสเฟอร์สำหรับการประสานระหว่างทองแดงกับทองแดง แต่การใช้ฟลักซ์จะช่วยเพิ่มประสิทธิภาพ
บัดกรีแข็งอทองแดง

บัดกรีแข็ง (BRAZING)ของสแตนเลสมด้วยเครื่องทำความร้อนเส้นฮาโลเจน
เนื่องจากจุดหลอมเหลวของเหล็กกล้าไร้สนิมเป็นโลหะผสมจุดหลอมเหลวจะเปลี่ยนไปหากองค์ประกอบของโลหะผสมเปลี่ยนไป โดยทั่วไป 1,400-1500 ℃
ความต้านทานการกัดกร่อน (ความต้านทานการเกิดสนิม) ยังคงอยู่บนพื้นผิวของเหล็กกล้าไร้สนิมเนื่องจากฟิล์มที่ไม่นำไฟฟ้า แต่ฟิล์มที่ไม่นำไฟฟ้านี้จะต้องถูกขจัดออกด้วยสารเคมีในระหว่างการประสาน
เนื่องจากสแตนเลสมีค่าการนำความร้อนต่ำ จึงใช้เวลานานกว่าโลหะอื่นๆ ในการอุ่นวัสดุฐาน และมีแนวโน้มที่จะเกิดความร้อนเฉพาะที่และความร้อนสูงเกินไป ดังนั้นจึงต้องระมัดระวัง
ความร้อนสูงเกินไปจะทำให้ฟิล์มโครเมียมออกไซด์หนาขึ้น ทำให้ยากต่อการขจัดออกด้วยฟลักซ์เพียงอย่างเดียว การควบคุมอุณหภูมิเป็นสิ่งสำคัญเพื่อหลีกเลี่ยงความร้อนสูงเกินไป
บัดกรีแข็งอสแตนเลส

ตัวอย่างความล้มเหลวในการบัดกรีแข็งแข็งที่สำคัญ
ด้วยเครื่องทำความร้อนเส้นฮาโลเจน")