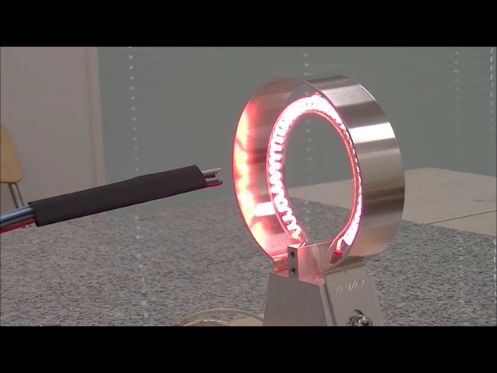
นี่คือการสาธิตการเคลือบท่อสแตนเลสด้วยท่อหดด้วยความร้อนโดยใช้เครื่องทำความร้อนแบบวงแหวนคาร์บอน




นี่คือการสาธิตการเคลือบท่อสแตนเลสด้วยท่อหดด้วยความร้อนโดยใช้เครื่องทำความร้อนแบบวงแหวนคาร์บอน

นี่คือการสาธิตการเคลือบเหล็กเสริมแรงด้วยท่อหดความร้อนโดยใช้เครื่องทำความร้อนวงแหวนคาร์บอน

นี่คือการสาธิตการเคลือบสายไฟฟ้าด้วยท่อหดด้วยความร้อนโดยใช้เครื่องทำความร้อนแบบวงแหวนคาร์บอน

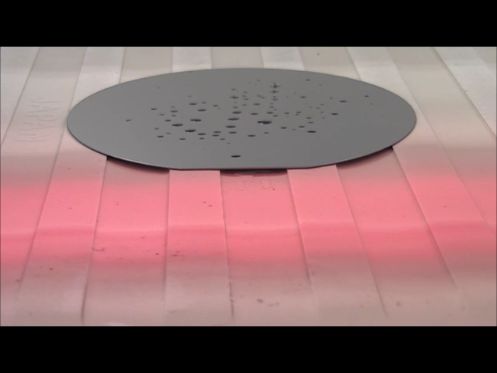
นี่คือการสาธิตการทำให้เวเฟอร์ซิลิคอนแห้งหลังจากทำความสะอาดโดยใช้เครื่องทำความร้อนแบบคาร์บอน


ฉันกำลังมองหาเครื่องทำความร้อนแบบวงกลมที่เหมาะกับเวเฟอร์
《 ⇒คะแนนสำหรับการปรับปรุง 》
การใช้เครื่องทำความร้อนวงแหวนคาร์บอน CFRH
ขนาดกำลังพอดี
พื้นที่เครื่องทำความร้อนมีขนาดเล็กลง


ฉันกำลังมองหาเครื่องทำความร้อนแบบวงแหวนหดสำหรับใช้ในขั้วต่อที่เป็นฉนวน
《 ⇒คะแนนสำหรับการปรับปรุง 》
การใช้เครื่องทำความร้อนวงแหวนคาร์บอน CFRH
เนื่องจากความยาวคลื่นการดูดกลืนแสงตรงกัน ท่อหดด้วยความร้อนจึงหดตัวทันที
เวลาแทคท์สั้นลง

ฉันกำลังมองหาเครื่องทำความร้อนแบบวงแหวนหดเพื่อใช้เป็นฉนวนขั้วต่อแบบกลม
《 ⇒คะแนนสำหรับการปรับปรุง 》
การใช้เครื่องทำความร้อนวงแหวนคาร์บอน CFRH
เนื่องจากความยาวคลื่นการดูดกลืนแสงตรงกัน ท่อหดด้วยความร้อนจึงหดตัวทันที
เวลาแทคท์สั้นลง

ฉันกำลังมองหาเครื่องทำความร้อนวงแหวนหดเพื่อใช้สำหรับตกแต่งไม้ไผ่
《 ⇒คะแนนสำหรับการปรับปรุง 》
การใช้เครื่องทำความร้อนวงแหวนคาร์บอน CFRH
เนื่องจากความยาวคลื่นการดูดกลืนแสงตรงกัน ท่อหดด้วยความร้อนจึงหดตัวทันที
ไม้ไผ่กลายเป็นแฟชั่น

ฉันกำลังมองหาเครื่องทำความร้อนแบบวงแหวนหดเพื่อใช้เป็นมาตรการป้องกันน้ำสำหรับท่อทองแดง
《 ⇒คะแนนสำหรับการปรับปรุง 》
การใช้เครื่องทำความร้อนวงแหวนคาร์บอน CFRH
เนื่องจากความยาวคลื่นการดูดกลืนแสงตรงกัน ท่อหดด้วยความร้อนจึงหดตัวทันที
นี่คือมาตรการป้องกันน้ำสำหรับท่อทองแดง

ฉันกำลังมองหาเครื่องทำความร้อนแบบวงแหวนหดเพื่อใช้ตกแต่งกิ่งไม้
《 ⇒คะแนนสำหรับการปรับปรุง 》
การใช้เครื่องทำความร้อนวงแหวนคาร์บอน CFRH
เนื่องจากความยาวคลื่นการดูดกลืนแสงตรงกัน ท่อหดด้วยความร้อนจึงหดตัวทันที
เพิ่มมูลค่าให้กับกิ่งก้าน