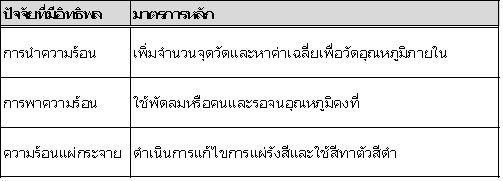
เพื่อ เพิ่มความแม่นยำในการวัดอุณหภูมิ จำเป็นต้อง เลือกช่วงเวลาที่เหมาะสมในการวัด แม้ว่าจะเป็นวัตถุเดียวกัน แต่ค่าอุณหภูมิที่วัดได้อาจแตกต่างกัน ขึ้นอยู่กับ กระบวนการให้ความร้อนและทำความเย็น การเปลี่ยนแปลงของสภาพแวดล้อม และความเฉื่อยทางความร้อนของวัตถุที่วัด หาก ไม่ได้วัดอุณหภูมิในช่วงเวลาที่เหมาะสม อาจทำให้ ไม่สามารถวัดอุณหภูมิที่แท้จริงได้อย่างถูกต้อง และ ผลลัพธ์ที่วัดได้อาจไม่ตรงกับเป้าหมายที่ต้องการ
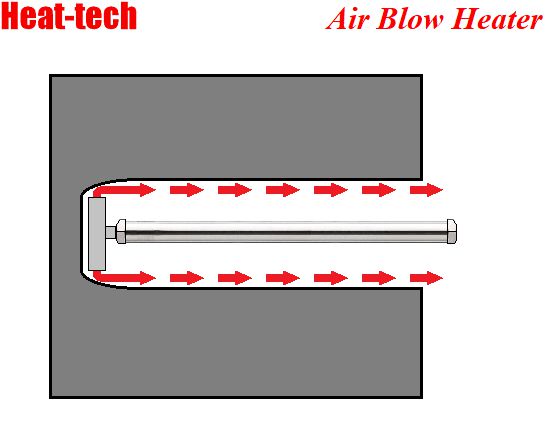
ตัวอย่างเช่น ใน กระบวนการให้ความร้อนแก่โลหะหนาโดยใช้เครื่องทำความร้อนฮาโลเจนอุณหภูมิที่ผิวโลหะจะเพิ่มขึ้นอย่างรวดเร็วแต่ภายในโลหะจะใช้เวลานานกว่าจึงจะมีอุณหภูมิที่เท่ากัน นอกจากนี้ ในสภาพแวดล้อมกลางแจ้งหรือในโรงงาน อุณหภูมิที่วัดได้ อาจเปลี่ยนแปลงไปตามช่วงเวลาการวัดและอุณหภูมิแวดล้อม ดังนั้น จึงจำเป็นต้องจัดการเวลาในการวัดอย่างเหมาะสม
บทนี้จะอธิบาย ปัจจัยหลัก 3 ประการที่มีผลต่อช่วงเวลาการวัดอุณหภูมิ
1. การเปลี่ยนแปลงอุณหภูมิจากกระบวนการให้ความร้อนและทำความเย็น
2. ผลกระทบจากการเปลี่ยนแปลงของอุณหภูมิแวดล้อม
3. ผลกระทบจากความเฉื่อยทางความร้อนของวัตถุที่วัด
7.1 ปัจจัยที่ทำให้อุณหภูมิเปลี่ยนแปลงและผลกระทบของมัน
อุณหภูมิ ไม่คงที่ แต่จะ เปลี่ยนแปลงไปตามเวลา หาก เลือกช่วงเวลาการวัดผิดพลาด อุณหภูมิที่วัดได้ อาจแตกต่างจากอุณหภูมิจริง และ ทำให้ข้อมูลการวัดขาดความน่าเชื่อถือ ส่วนนี้จะอธิบาย รายละเอียดเกี่ยวกับผลกระทบของช่วงเวลาการวัดต่อการเปลี่ยนแปลงอุณหภูมิ
7.1.1 การเปลี่ยนแปลงอุณหภูมิจากกระบวนการให้ความร้อนและทำความเย็น
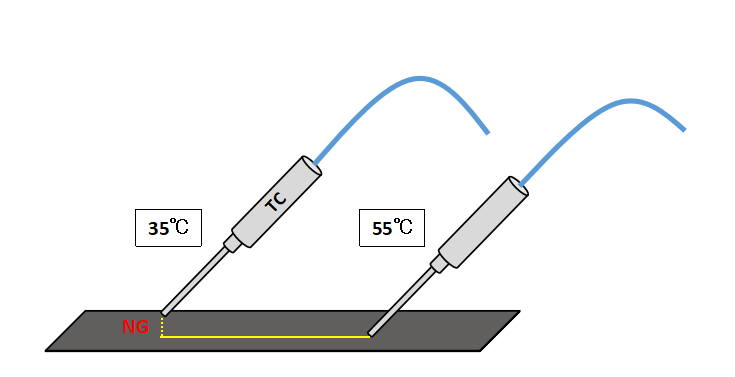
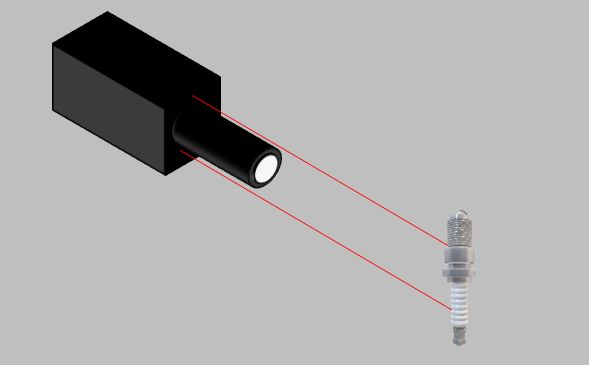
ในกระบวนการ ให้ความร้อนและทำความเย็น อุณหภูมิที่วัดได้จะแตกต่างกันไปขึ้นอยู่กับช่วงเวลาที่ทำการวัด โดยเฉพาะอย่างยิ่ง เมื่อใช้เครื่องทำความร้อนฮาโลเจน แสงอินฟราเรดจากเครื่องทำความร้อนจะให้ความร้อนเฉพาะบางพื้นที่
ทำให้เกิดความแตกต่างของอุณหภูมิระหว่างบริเวณที่ถูกฉายแสงและบริเวณที่ไม่ได้รับแสง หาก ไม่เลือกช่วงเวลาการวัดและตำแหน่งที่ถูกต้อง จะ ไม่สามารถวัดอุณหภูมิที่แท้จริงได้อย่างแม่นยำ
ตัวอย่างการเปลี่ยนแปลงอุณหภูมิในการให้ความร้อนด้วยเครื่องทำความร้อนฮาโลเจน
ทันทีที่เริ่มให้ความร้อน → อุณหภูมิที่ผิวโลหะจะเพิ่มขึ้นอย่างรวดเร็ว แต่ อุณหภูมิภายในเพิ่มขึ้นช้ากว่า
ในระหว่างการให้ความร้อน → อุณหภูมิภายในค่อยๆ เพิ่มขึ้น และ ช่องว่างระหว่างอุณหภูมิที่ผิวและภายในลดลง
หลังจากให้ความร้อนเสร็จสิ้นและอุณหภูมิคงที่ → อุณหภูมิที่ผิวและภายในใกล้เคียงกันมากขึ้น และ สามารถวัดอุณหภูมิได้อย่างเสถียร
ช่วงเวลาการวัดที่เหมาะสม
1. รอให้กระบวนการให้ความร้อนหรือทำความเย็นเสร็จสมบูรณ์ และ อุณหภูมิภายในมีความสม่ำเสมอก่อนวัด
2. ไม่วัดเฉพาะอุณหภูมิที่ผิว แต่ ต้องพิจารณาอุณหภูมิภายในด้วย
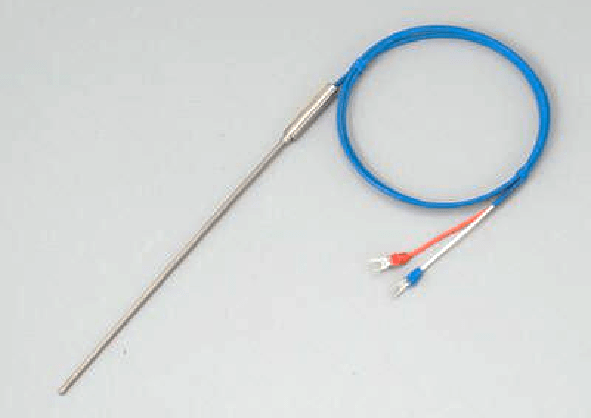
3. หากอุณหภูมิเปลี่ยนแปลงอย่างรวดเร็ว ควร วัดหลายครั้งในช่วงเวลาที่แตกต่างกันเพื่อเพิ่มความแม่นยำของข้อมูล
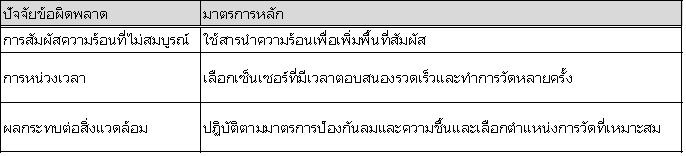
7.1.2 ผลกระทบจากการเปลี่ยนแปลงของอุณหภูมิแวดล้อม
ผลลัพธ์ของการวัดอุณหภูมิ ไม่ได้รับผลกระทบจากตัววัตถุที่วัดเท่านั้น แต่ยัง ได้รับผลกระทบจากการเปลี่ยนแปลงของอุณหภูมิแวดล้อมโดยเฉพาะอย่างยิ่ง การวัดกลางแจ้ง หรือ การวัดในห้องที่มีการทำงานของเครื่องปรับอากาศช่วงเวลาการวัดอาจส่งผลต่ออุณหภูมิที่ได้ ดังนั้นจึงไม่สามารถมองข้ามปัจจัยนี้ได้
1. ผลกระทบจากสภาพแวดล้อมกลางแจ้ง
อุณหภูมิในช่วงเช้า กลางวัน และกลางคืนแตกต่างกันอย่างมาก หากวัดในช่วงเวลาที่ต่างกัน อาจทำให้เปรียบเทียบผลการวัดได้ยาก
ตัวอย่าง: ในช่วงฤดูร้อน อุณหภูมิของถนนยางมะตอยสามารถสูงถึง 60°C ในตอนกลางวัน แต่ ลดลงต่ำกว่า 30°C ในตอนกลางคืน
2. ผลกระทบจากสภาพแวดล้อมภายในอาคาร
อุณหภูมิในห้องสามารถเปลี่ยนแปลงได้ขึ้นอยู่กับการทำงานของเครื่องปรับอากาศหรือจำนวนคนที่เข้าออก
ตัวอย่าง: ในโรงงาน อุณหภูมิอาจเพิ่มขึ้นเนื่องจากการทำงานของเครื่องจักร แม้ว่าจะวัดวัตถุเดียวกัน แต่ผลลัพธ์ที่ได้อาจแตกต่างกันขึ้นอยู่กับช่วงเวลาที่ทำการวัด
แนวทางป้องกัน
1. กำหนดเวลาการวัดให้สม่ำเสมอ เพื่อให้สามารถ เปรียบเทียบผลลัพธ์ได้อย่างถูกต้อง
2. วัดในตำแหน่งหรือช่วงเวลาที่ไม่ได้รับผลกระทบจากอุณหภูมิแวดล้อมมากนัก
3. วัดหลายครั้งและใช้ค่าเฉลี่ยเพื่อลดผลกระทบจากความผันผวนของอุณหภูมิ
7.1.3 ผลกระทบจากความเฉื่อยทางความร้อนของวัตถุที่วัด
ความเฉื่อยทางความร้อน คือ ความล่าช้าในการตอบสนองของวัตถุต่อการเปลี่ยนแปลงของอุณหภูมิ โดยปกติแล้ว วัตถุที่มีความจุความร้อนสูงจะเปลี่ยนแปลงอุณหภูมิได้ช้ากว่า วัตถุที่มีการนำความร้อนต่ำต้องใช้เวลานานขึ้นในการกระจายความร้อน ดังนั้น ช่วงเวลาการวัดอาจมีผลต่อค่าที่ได้
ตัวอย่างผลกระทบของความเฉื่อยทางความร้อนต่อการวัดอุณหภูมิ
1. การให้ความร้อนแก่บล็อกโลหะ
ทันทีหลังจากเริ่มให้ความร้อน → อุณหภูมิที่ผิวโลหะเพิ่มขึ้นอย่างรวดเร็ว แต่ อุณหภูมิภายในแทบไม่เปลี่ยนแปลง
หลังจากผ่านไปหลายชั่วโมง → ความร้อนกระจายเข้าสู่ภายใน และอุณหภูมิเริ่มสม่ำเสมอ ทำให้สามารถวัดอุณหภูมิได้แม่นยำขึ้น
2. การให้ความร้อนแก่ชิ้นส่วนพลาสติกที่มีความหนา
เมื่อให้ความร้อนอย่างรวดเร็ว → อุณหภูมิที่ผิวพลาสติกเพิ่มขึ้นอย่างรวดเร็ว แต่ ภายในต้องใช้เวลานานกว่าจะร้อนขึ้น
หลังจากเวลาผ่านไป → ความร้อนซึมลึกเข้าสู่ภายใน และอุณหภูมิเริ่มคงที่
ช่วงเวลาการวัดที่เหมาะสม
รอจนกว่าอุณหภูมิภายในของวัตถุที่วัดจะคงที่ก่อนทำการวัด
เพื่อให้ผลการวัดมีความแม่นยำมากขึ้น ควรทำการวัดหลายครั้ง
สำหรับวัตถุที่มีความหนา ควรพิจารณาทั้งอุณหภูมิที่ผิวและอุณหภูมิภายใน
7.2 สรุป
หากเลือก ช่วงเวลาการวัดผิดพลาด ค่าที่วัดได้อาจแตกต่างจากอุณหภูมิที่แท้จริง การ เลือกช่วงเวลาที่เหมาะสม จะช่วยให้สามารถ เก็บข้อมูลที่มีความน่าเชื่อถือมากขึ้น
ข้อควรพิจารณาในการเลือกช่วงเวลาการวัดที่เหมาะสม
✅ ตรวจสอบให้แน่ใจว่าอุณหภูมิคงที่ก่อนวัด เช่น หลังจากให้ความร้อนหรือทำความเย็นเสร็จสิ้น
✅ พิจารณาทั้งอุณหภูมิที่ผิวและอุณหภูมิภายใน
✅ กำหนดมาตรฐานเวลาการวัด เพื่อลดผลกระทบจากสิ่งแวดล้อม
✅ หากอุณหภูมิเปลี่ยนแปลงอย่างรวดเร็ว ให้ทำการวัดหลายครั้งในช่วงเวลาต่างๆ
การเลือกช่วงเวลาการวัดที่เหมาะสมเป็นกุญแจสำคัญในการจัดการอุณหภูมิที่แม่นยำ